Phân tích bề mặt chính xác bằng cách sử dụng bộ lọc tuân thủ ISO
Việc đo lường các thông số đặc trưng đối với một bề mặt, bao gồm độ nhám, chiều cao bước hoặc độ sâu, bằng bất kỳ phương pháp đo lường nào cũng chỉ mang lại một cái nhìn tổng quan các chi tiết bề mặt. Sức mạnh của việc sử dụng bộ lọc thích hợp cho phân tích dữ liệu, theo các phương pháp tiêu chuẩn ISO được cho là không thể bị đánh giá thấp khi cung cấp kết quả chính xác nhất và có thể lặp lại cho hệ thống đo. Bruker đã thiết kế khả năng tương thích ISO với cấu hình hai chiều (2D) tiêu chuẩn ISO 4287 và 4288 thành phần mềm Vision64TM linh hoạt hỗ trợ DektakXT® StylusProfiler. Trong ghi chú về ứng dụng này, chúng tôi cung cấp thông tin về việc thiết lập và áp dụng các phương pháp lọc được tiêu chuẩn hóa cũng như việc triển khai trong phần mềm Vision64 cho một ví dụ ứng dụng cụ thể về quét tấm Si để xác định độ nhám bề mặt.
Đo lường stylus là sự mô tả của đo lường bề mặt
Xem xét hình ảnh và mô tả 3D của bề mặt kim loại gia công được hiển thị trong Hình 1.
Hình ảnh trong Hình 1 mô tả quá trình thu thập dữ liệu thông qua đường di chuyển bút stylus trên một mặt cắt thực, thông qua việc lọc được thực hiện để tạo ra nhiều mặt cắt khác nhau theo nhu cầu. Mặt cắt đầu tiên được tạo ra dưới dạng mô tả bề mặt được gọi là "mặt cắt tổng thể". Bộ lọc cắt ngắn với tần số không gian cắt là λs sau đó được áp dụng cho mặt cắt tổng thể này để tạo ra "mặt cắt chính". Các tần số không gian bị cắt ngắn loại bỏ được coi là nhiễu và biến dạng stylus (Lưu ý rằng bán kính đầu stylus dự kiến sẽ nhỏ hơn tần số cắt ngắn trong trường hợp này).
Khi mặt cắt chính khả dụng, bộ lọc dài cắt độ nhám được áp dụng, với bước sóng không gian cắt là λc. Thông tin không gian bị loại bỏ là kết quả của việc áp dụng cắt độ nhám (nói cách khác, lượng tần số không gian có bước sóng nhỏ hơn mức cắt độ nhám) mô tả cho "mặt cắt độ nhám". Thông tin sau đó mô tả "mặt cắt độ lượn sóng". Mặt cắt độ lượn sóng có thể được lọc một lần nữa, ở bước sóng cắt thậm chí còn dài hơn, để tách độ lượn sóng và hình dạng của mẫu được thử nghiệm.
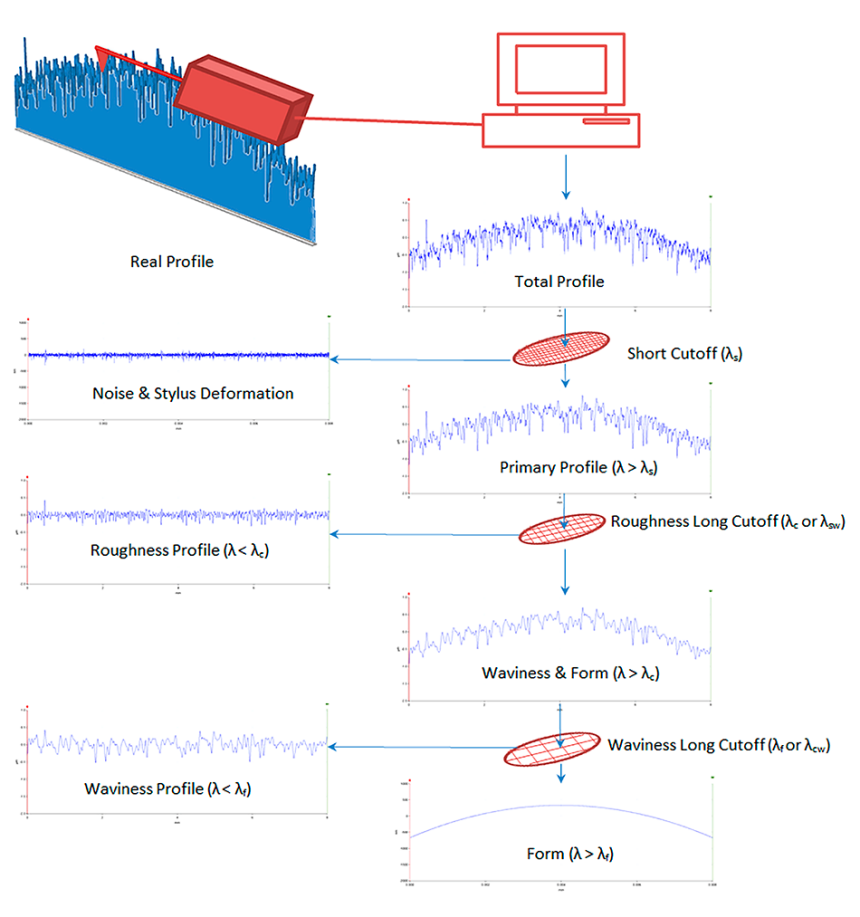
Hình 1. Mô tả bằng hình ảnh về ảnh hưởng của việc áp dụng các bộ lọc lên bề mặt thô (tổng thể)
Điều quan trọng cần lưu ý là việc phân tích đường di chuyển stylus phù hợp với các quy tắc tiêu chuẩn về độ dài phỏng đoán và nghiên cứu, với các định nghĩa liên quan đến thang đo không gian loại bỏ phần quan tâm. Hình 2 cho thấy đường di chuyển tổng quan với các chi tiết về độ dài mẫu và độ dài phỏng đoán.
"Độ dài phỏng đoán" là độ dài theo hướng quét stylus được sử dụng để đánh giá một phần của "Độ dài ngang". "Độ dài mẫu" sẽ nhỏ hơn hoặc bằng độ dài phỏng đoán. Đối với mặt cắt tổng thể và mặt cắt chính, độ dài mẫu bằng với độ dài phỏng đoán. Đối với mặt cắt độ nhám và độ lượn sóng, chiều dài mẫu bằng với bước sóng cắt bộ lọc được sử dụng để tách độ nhám khỏi độ lượn sóng (λc).
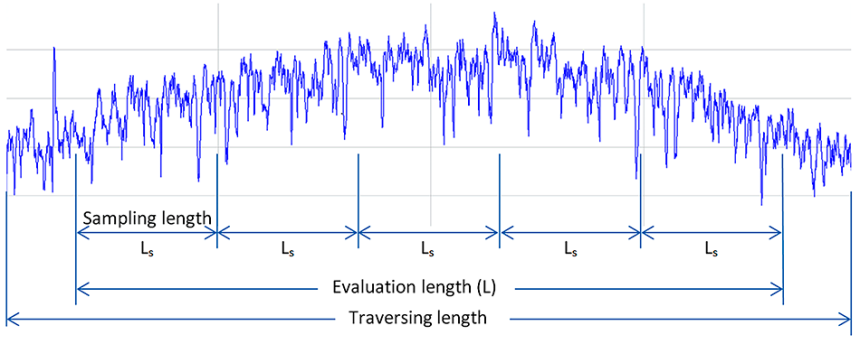
Hình 2. Biên dạng tổng thể chia thành các phần: Sampling, Evaluation, và Traversing Lengths
Thông số kết cấu bề mặt - Bộ lọc theo ISO 4287, 4288 và ASME B46.1
Sau khi áp dụng các bộ lọc, các thông số kết cấu bề mặt được tính toán để mô tả các đặc điểm bề mặt. Có hàng trăm thông số đã được xác định sử dụng trong công nghiệp và rất nhiều trong số đó cũng xuất hiện trong các tiêu chuẩn. Các thông số kết cấu bề mặt của mặt cắt được chia thành ba loại:
Thông số chiều cao, đặc trưng cho đỉnh, đáy và trung bình của tọa độ.
Các tham số khoảng cách, xác định khoảng cách của các đỉnh và đáy của mặt cắt bề mặt.
Các tham số lai, kết hợp thông tin chiều cao và khoảng cách từ mặt cắt.
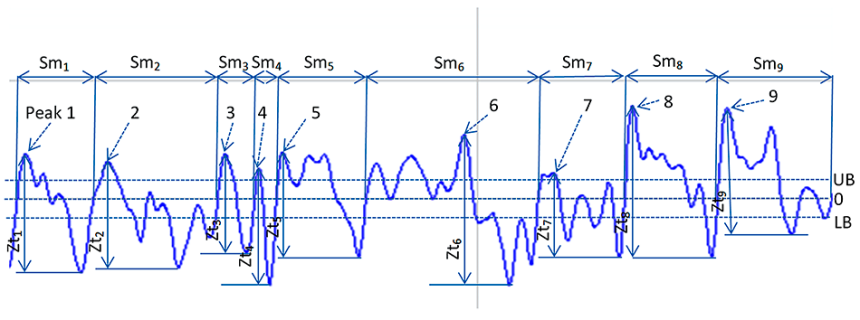
Hình 3. Các phân đoạn của biên dạng hiển thị khoảng cách giữa các đỉnh và đáy liền kề, cũng như xác định các đỉnh bổ sung dựa trên tiêu chuẩn ISO 4288
Các tham số được phân biệt bằng chữ tiền tố, trong đó P đại diện cho mặt cắt tổng thể hoặc mặt cắt chính, R đại diện cho mặt cắt độ nhám và W đại diện cho mặt cắt độ lượn sóng. Phương pháp tính toán được chỉ định bởi ISO 4287 cho một số tham số là tính toán các giá trị trên toàn bộ độ dài phỏng đoán và đối với các tham số khác, đó là tính toán các giá trị trong độ dài mẫu. Tiêu chuẩn ISO 4288 (cũng như ASME B46.1) sửa đổi phương pháp tính toán này bao gồm ước tính các tham số (tính toán trên một độ dài mẫu) so với giá trị trung bình của các tham số (tính toán trên tất cả các độ dài mẫu có sẵn trong độ dài phỏng đoán). Phần mềm Vision64 trên nền tảng DektakXT cung cấp một phương pháp dễ dàng để lựa chọn cách áp dụng các phép tính và bộ lọc này. Để biết danh sách đầy đủ các tham số ISO và ASME, hãy xem phần Phụ lục.
Hình 3 cho thấy mô tả sự phân tách của một mặt cắt thành các đoạn khoảng cách khác nhau, dựa trên giới hạn trên và dưới. Phần mềm Vision64 mạnh mẽ cho phép thiết lập mặc định hoàn toàn tuân thủ các tiêu chuẩn ISO khuyến nghị để phân tích đo lường.
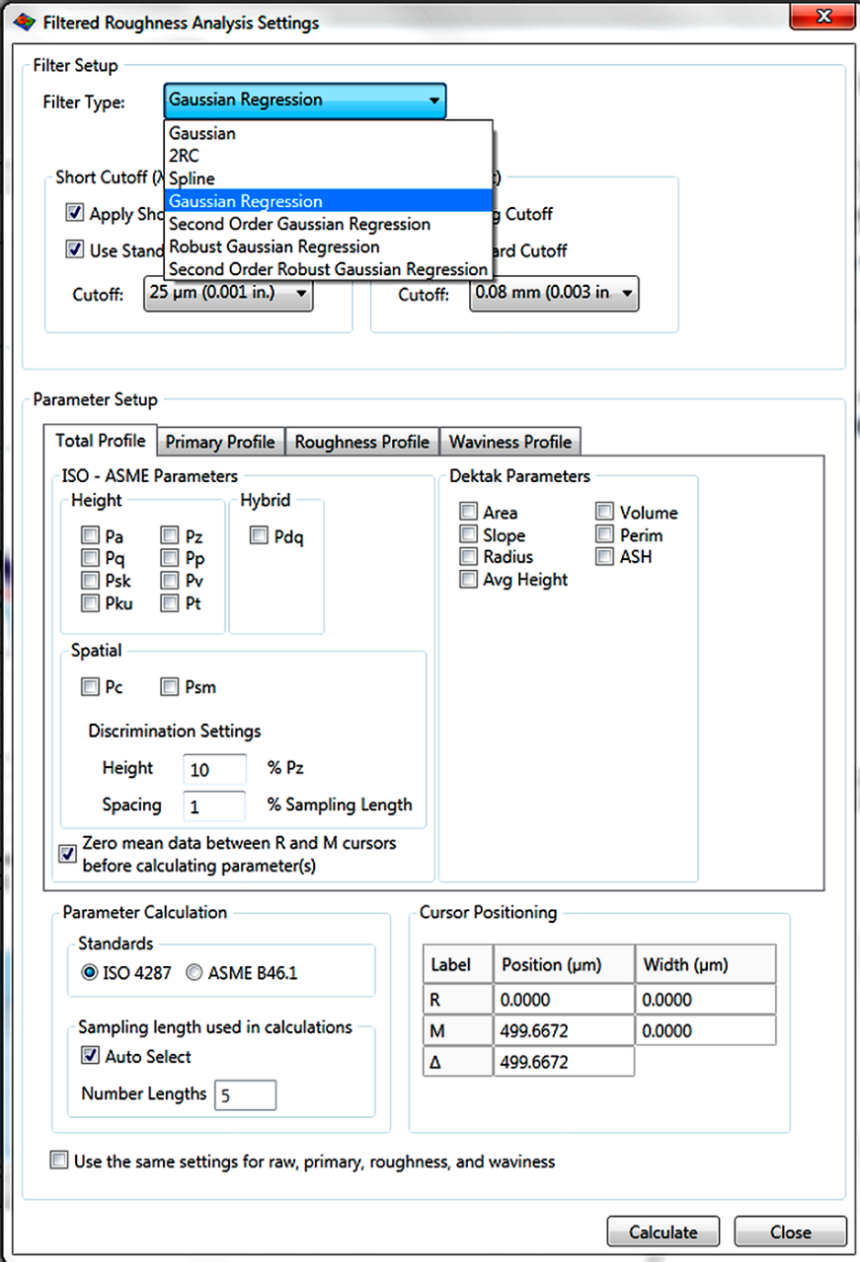
Hình 4. Thiết lập hộp thoại Độ nhám đã lọc trong phần mềm Vision64 cho DektakXT
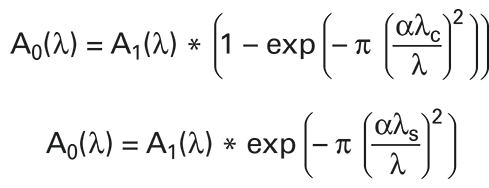
Các bộ lọc kỹ thuật số được áp dụng với các ngưỡng cắt được chỉ định là .c và .s, tương ứng với các ngưỡng cắt sóng dài và ngắn. Hai phương trình dưới đây cho thấy công thức toán học sửa đổi một thành phần tín hiệu cụ thể bằng cách lọc này (độ nhám và độ gợn sóng được lọc theo Gauss). Tại λ = λc, λs biên độ của thành phần tín hiệu cụ thể bị suy giảm 50%.
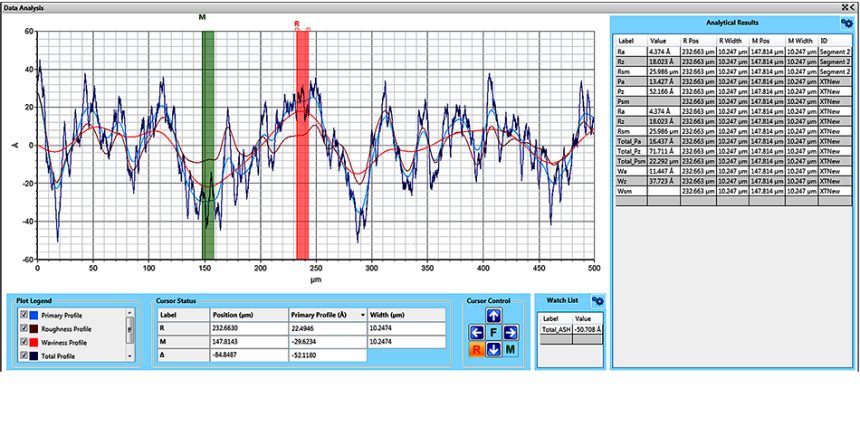
Hình 5. Ví dụ mặt cắt 2D trên tấm silicon hiển thị bốn mặt cắt (tổng thể, chính, độ lượn sóng và độ nhám) theo thiết lập bộ lọc được quy định
Kết luận:
Việc áp dụng bộ lọc là một công việc đơn giản khi sử dụng phần mềm Vision64 trong đo lường các thử nghiệm của bạn trên nền tảng DektakXT. ISO hoặc ASME xác định bước sóng cắt có thể được thực hiện bằng cách đánh dấu vào ô, các bước sóng cắt do người dùng xác định cũng có thể được xác định và sử dụng bằng cách bỏ chọn ô cắt tiêu chuẩn và chọn hộp thoại để nhập. Bruker cung cấp các đầu góc hình nón 45° để tuân thủ các thông số kỹ thuật ISO cho phép đo độ cong bề mặt 2D cũng như các đầu góc hình nón 60° để sử dụng trên DektakXT.