Với sự phát triển của bộ vi xử lý điện tử và máy tính, các mạch IC tích hợp cũng yêu cầu nhiều hơn tính năng, do đó yêu cầu bề mặt chất nền nhỏ hơn và mịn hơn. Đánh bóng cơ - hóa (CMP) đã trở thành một trong những công nghệ chế tạo chất bán dẫn quan trọng nhất vì nó mang lại phương tiện vượt trội để loại bỏ bề mặt không mong muốn trong các lớp điện môi xen kẽ và đạt được độ phẳng tiêu chuẩn để tạo ra IC hoặc liên kết hybrid cho việc đóng gói tiên tiến. Hiệu suất tạo phẳng của quy trình CMP bị ảnh hưởng đáng kể bởi tấm đánh bóng và chất conditioner của CMP. Do đó, nhiều nghiên cứu đã được thực hiện trong quá trình phát triển và lựa chọn tấm mài/conditioner CMP và quy trình xử lý CMP tổng thể. Bài viết ứng dụng này mô tả các ưu điểm của phép đo và phân tích mà phép đo giao thoa ánh sáng trắng (WLI) mang lại cho các thành phần CMP khác nhau. Bài viết cũng trình bày chi tiết một nghiên cứu cải tiến nhằm xác định đặc tính độ xốp của lớp chất lỏng bên dưới tấm bán dẫn trong quá trình CMP và cho thấy tác động của việc đánh bóng và xử lý trên các miếng đệm, cũng như kết quả đánh bóng tấm bán dẫn.
Công nghệ đánh bóng cơ hóa
CMP là một quá trình làm phẳng bề mặt tấm wafer kết hợp phương pháp hóa học và cơ học (xem Hình 1). Quá trình này sử dụng chất lỏng có tác dụng mài mòn và ăn mòn kết hợp với một miếng mài thường có đường kính lớn hơn nhiều so với đường kính của tấm wafer được làm phẳng. Tấm mài và tấm wafer được ép với nhau bằng đầu máy đánh bóng được quay với các trục quay khác nhau với chất lỏng. Điều này loại bỏ nguyên liệu thừa và có xu hướng làm phẳng bất kỳ địa hình bất thường nào trên tấm wafer (planar). Quá trình này rất cần thiết để tạo nên tấm wafer để làm nên các phần tử mạch. Ví dụ: CMP có thể đưa toàn bộ bề mặt vào trong độ sâu trường ảnh của hệ thống quang khắc hoặc có thể loại bỏ có chọn lọc vật liệu trên bề mặt dựa trên vị trí miếng mài. Các yêu cầu về độ sâu trường ảnh điển hình được giảm xuống mức angstrom cho công nghệ 5 nanomet mới nhất.
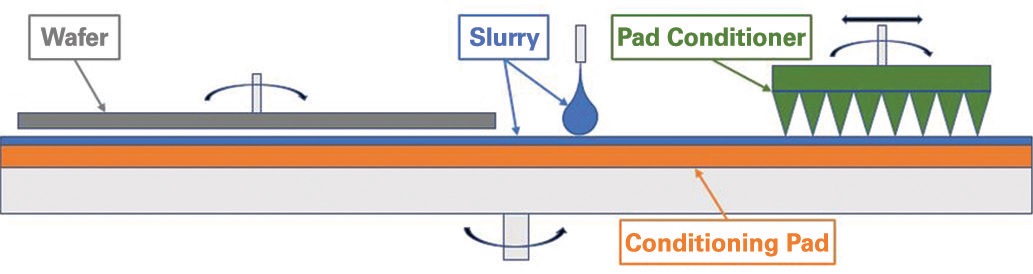
Hình 1. Các nguyên tắc vận hành của quy trình CMP
Một ví dụ về tiến bộ của công nghệ CMP mà đòi hỏi các quy trình mới là khi ngành công nghiệp bán dẫn chuyển từ dây dẫn nhôm sang dây dẫn đồng. Các kỹ thuật chế tạo khác nhau đã được áp dụng, bao gồm việc sử dụng các lớp chắn kim loại và các phương pháp khác nhau để tạo rãnh kim loại. Trong quá trình này, lớp cách điện bên dưới được tạo hoa văn với các rãnh mở, nơi lẽ ra phải có dây dẫn. Một lớp phủ dày bằng đồng lấp đầy đáng kể các rãnh trên và CMP được sử dụng để mài bằng lớp đồng trên cùng của lớp cách điện đó. Đồng trong các rãnh của lớp cách điện trở thành dây dẫn có hoa văn. Do sự khuếch tán của đồng vào các vật liệu xung quanh làm suy giảm các đặc tính của chúng, nên một lớp chắn kim loại phải bao quanh tất cả các mối liên kết. Với các lớp cách điện và đồng liên tiếp, một cấu trúc đa lớp được tạo ra. Nếu không có khả năng loại bỏ lớp phủ đồng một cách đồng nhất, công nghệ CMP này sẽ không thành công.
Tính chất bề mặt của tấm mài (conditioning pad) trong quá trình đánh bóng CMP (Chemical Mechanical Polishing) là rất quan trọng vì nó ảnh hưởng đến diện tích tiếp xúc thực tế, ma sát, mài mòn và sự bôi trơn trong quá trình đánh bóng. tấm mài thường được làm từ polymer urethane với nhiều mẫu mã khác nhau có thể thay đổi độ cứng bề mặt hoặc khả năng giữ dung dịch mài. Thiết bị đo WLI (White Light Interferometry) của hãng Bruker có thể quét toàn bộ diện tích lớp đệm điều kiện hóa và thực hiện phân tích tự động, bao gồm độ sâu, chiều rộng và chất lượng bề mặt ví dụ. Các thông số phân tích này, mà không thể được phân tích bằng hầu hết các thiết bị đo khác đặc biệt là các kỹ thuật đo tiếp xúc, rất quan trọng đối với việc lưu giữ dung dịch mài và loại bỏ tàn dư trong các khe rãnh (xem Hình 2).
Hình 2. Phân tích tự động của lớp đệm điều kiện hóa
Bề mặt của tấm mài có chứa một loại hạt kim cương hoặc bề mặt được phủ carbide giống kim cương (DLC) cả trước và trong quá trình CMP. Thông thường, một đĩa mài quay được đặt lên mặt tấm mài với một tải trọng không đổi. Cấu trúc của đĩa điều kiện hóa cắt dần bề mặt lớp đệm điều kiện hóa, giữ cho bề mặt không bị mài mòn do ma sát, biến dạng nhựa, tích tụ tàn dư đánh bóng và các yếu tố ăn mòn khác. Quá trình mài này mở các ô bị kín, cải thiện việc vận chuyển dung dịch mài và cung cấp một bề mặt đánh bóng và tốc độ loại bỏ nhất quán theo thời gian, tái tạo các đỉnh và thung lũng trên lớp đệm điều kiện hóa.
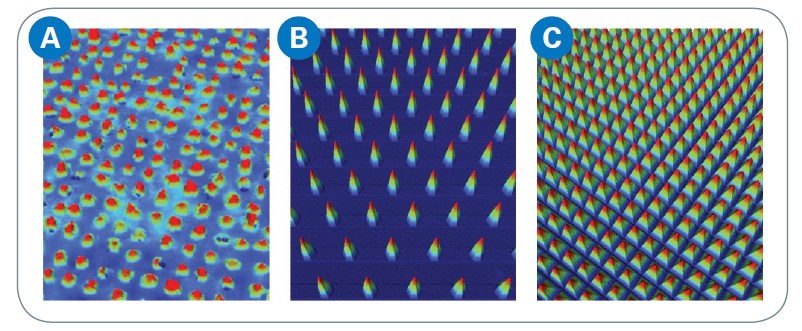
Hình 3. (a) Tấm mài kim cương so với hai loại tấm mài khác có cấu trúc được phủ DLC (b và c).
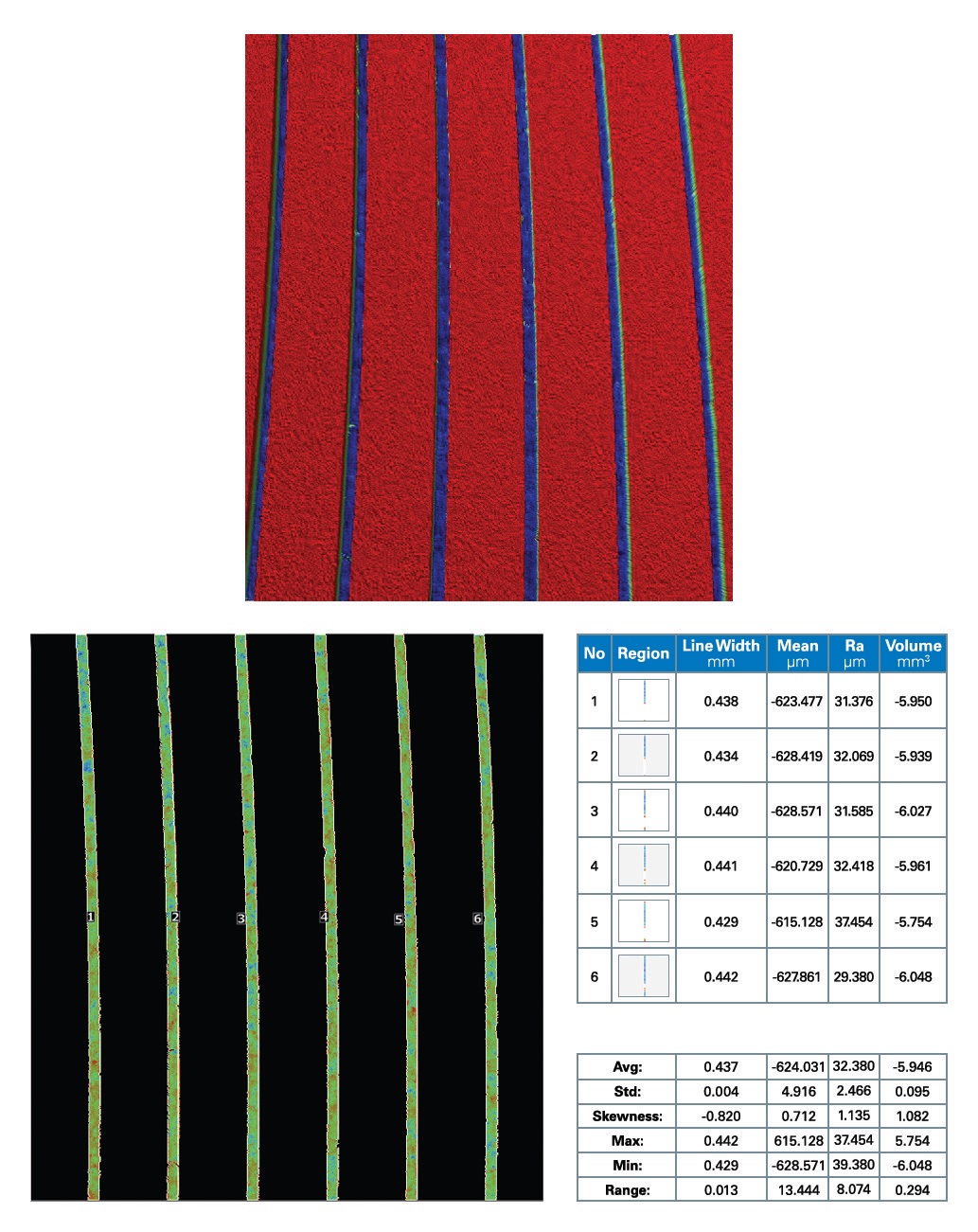
Đồng thời, hạt mài trong dung dịch mài mòn dần cấu trúc của đĩa điều kiện hóa khi tiếp xúc với bề mặt tấm mài. Khi các bề mặt được đưa lại gần nhau, sự tiếp xúc ban đầu sẽ xảy ra trên những mấu nhọn cao nhất của các bề mặt. Khi lực tác động lên các bề mặt tăng lên, những mấu nhọn này biến dạng và những mấu nhọn thấp hơn bắt đầu tiếp xúc với nhau. Mối quan hệ được thiết lập giữa chiều cao mấu nhọn giảm trên đĩa điều kiện hóa do quá trình đánh bóng tiếp tục và sự giảm đáng kể về độ tin cậy và tốc độ loại bỏ trên wafer đã được ghi chép rõ ràng. Một quá trình điều kiện hóa không tối ưu dẫn đến sự suy giảm nhanh chóng về tốc độ loại bỏ. Việc điều kiện hóa quá quyết liệt làm giảm tuổi thọ của tấm mài, và theo thời gian, chính tấm mài điều kiện hóa sẽ mòn và đe dọa quá trình đánh bóng. Các yếu tố như kích thước tinh thể kim cương, hình thái tinh thể kim cương, mật độ bề mặt tinh thể và cấu trúc thiết kế được phủ DLC (như được thấy trong Hình 3) đã được nghiên cứu để phát triển quy trình điều kiện hóa lý tưởng cho các bộ phận được đánh bóng. Phần mềm Vision64® của Bruker có thể tự động phát hiện và phân tích các cấu trúc này với thông số chiều cao, khoảng cách, vị trí, mật độ, diện tích, thể tích, đường kính và chất lượng bề mặt tổng thể, như được thấy trong Hình 4 sử dụng phân tích nhiều khu vực Vision64. WLI là một kỹ thuật đo vượt trội cho những ứng dụng này vì nó có thể tiếp cận các cấu trúc diện tích nhỏ này mà không thể đạt được bằng các hệ thống đo tiếp xúc, đồng thời duy trì độ phân giải và sự lặp lại theo
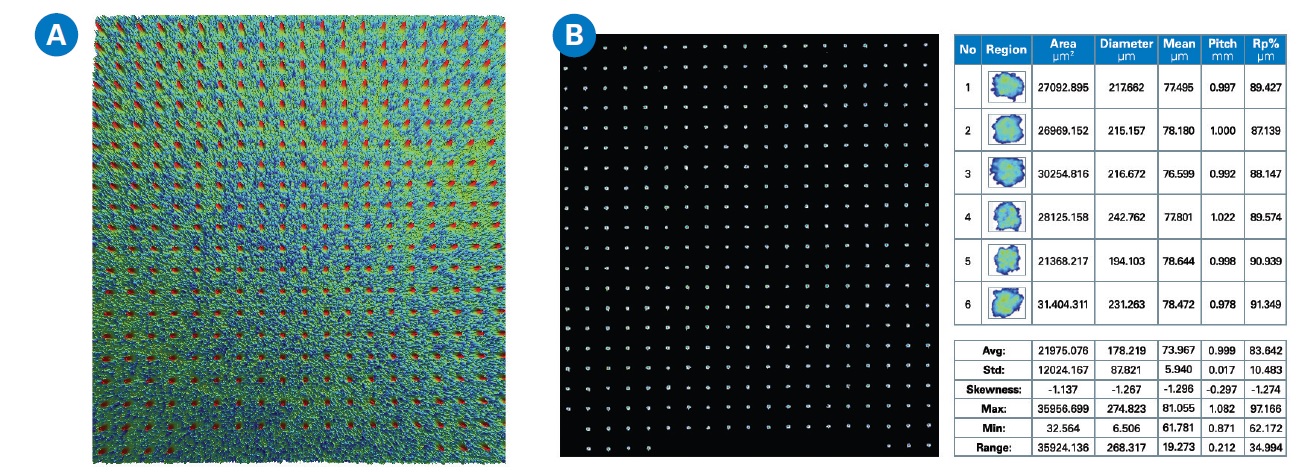
Hình 4(a) hiển thị một hình ảnh quang học 3D của tấm mài được thiết kế, (b) biểu thị quá trình phát hiện và phân tích tự động của tấm mài.
Phân tích tự động Multiple Region trên phần mềm Vision64 được thực hiện để xác nhận sự phù hợp của các cấu trúc điều kiện hóa tấm mài trong quá trình sản xuất. Qua đó, phần mềm có khả năng dễ dàng tìm, phát hiện và đánh dấu các cấu trúc không đáp ứng được các thông số đã được xác định trước đó (xem đồ thị trong Hình 5). Trong ví dụ này, giá trị phần trăm đỉnh cao (Peak % height) cho mỗi cấu trúc đã được ghi lại trong cơ sở dữ liệu với tiêu chí đạt/hỗ trợ, dễ dàng phát hiện các mảnh vụn, các cấu trúc bị vỡ hoặc mất một phần (vượt quá ngưỡng chấp nhận trong các vùng màu đỏ trên Hình 6).
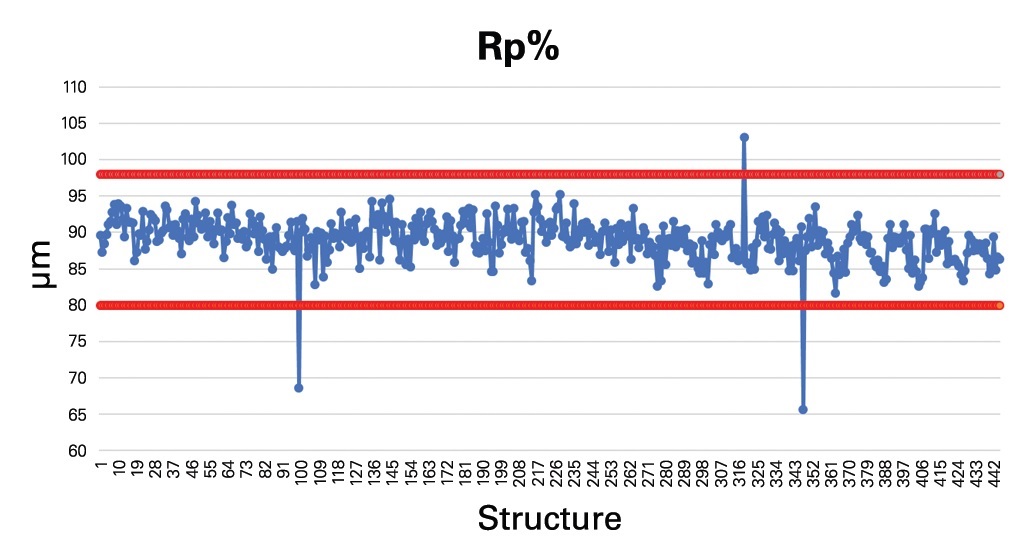
Hình 5. Kiểm tra các đỉnh của từng tấm mài được ghi lại vào cơ sở dữ liệu với tiêu chí Đạt/Hỏng.
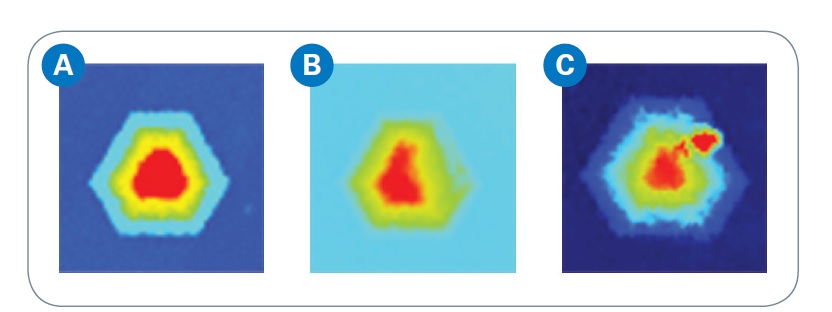
Hình 6. (a) Cấu trúc tốt, (b) đỉnh bị mất gây ra tỷ lệ Rp% THẤP, và (c) mảnh vụn gây ra tỷ lệ Rp% CAO.
Thông thường, tấm mài được thiết kế được đặt cách đều quanh ngoại vi của một đĩa lắp rộng hơn, như được thấy trong Hình 7a. Máy quét WLI của Bruker với một laser tự hiệu chỉnh có thể thực hiện phân tích chi tiết trên mỗi tấm mài được lắp đặt và có thể ghép những tấm mài đó lại với nhau mà không cần ghi lại bất kỳ hình ảnh nào từ đĩa cơ sở ở giữa, điều này tiết kiệm rất nhiều thời gian. Loại khả năng đo từ xa tuyệt vời này cho phép xác minh rằng các tấm mài được lắp trên đĩa lắp ở vị trí, góc nghiêng và mặt phẳng chính xác (xem 7b-c). Bất kỳ phép đo WLI nào cũng có thể được xuất ra phần mềm của khách hàng để phân tích tùy chỉnh và đánh giá in ấn. Một lợi thế bổ sung của laser tự hiệu chỉnh là máy quét quang học tự hiệu chỉnh trong mỗi phép đo, giảm thiểu sự dịch chuyển và ảnh hưởng của môi trường mà thường gặp trong các hệ thống đo khác. Tính năng này trên các hệ thống WLI cao cấp mang lại độ chính xác và độ lặp lại vượt trội. Máy đo tọa độ tiếp xúc (CMM) không thể kết hợp độ phân giải chiều ngang cần thiết cho từng tấm mài cá nhân do các đặc trưng tinh vi và tỷ lệ khía cạnh cao, cũng như không thể thực hiện kiểm tra vị trí tấm mài từ xa.
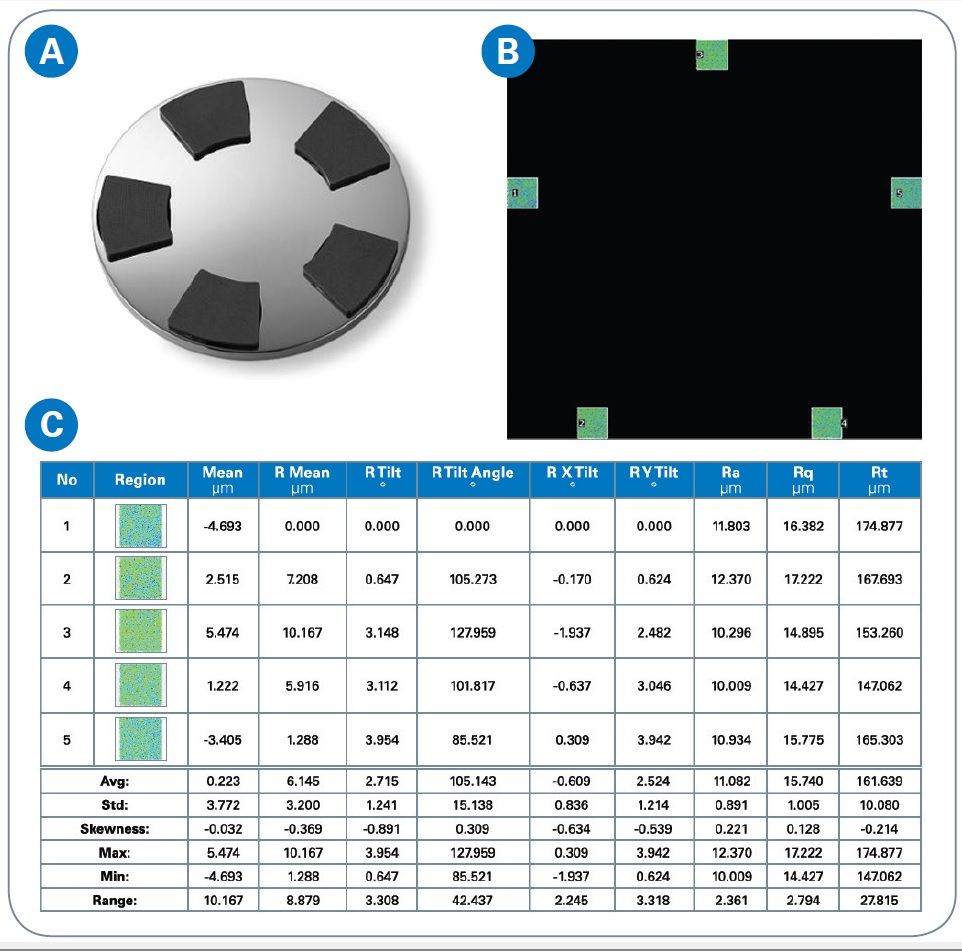
Hình 7. (a) Cấu trúc Tấm mài được lắp đặt, và (b và c) Phân tích tự động của các tấm mài được lắp đặt.
Trong nghiên cứu của chúng tôi, chúng tôi đã thực hiện các phép đo WLI được ghép nối trên một tấm mài điều kiện mới, sau đó so sánh với một tấm mài đã qua sử dụng đã bị gỡ ra khỏi quá trình sản xuất do kết quả thu hoạch CMP kém. Chỉ bằng việc so sánh chiều cao trung bình của các tấm mài được lắp đặt giữa tấm mới và tấm cũ, cho thấy các tấm mài được lắp đặt theo thông số chiều cao vì bất kỳ góc lắp đặt của các tấm đó sẽ được lấy trung bình (xem Hình 8a). Kết quả tương tự cũng có thể được thu được bằng kính hiển vi thông thường hoặc CMM. Tuy nhiên, WLI cũng có khả năng đo góc lắp đặt của mỗi tấm mài, cho thấy rõ ràng rằng Tấm 3 đã được lắp đặt theo một góc X-Y cực đoan, dẫn đến kết quả CMP kém như được thể hiện trong các đồ thị trong Hình 8b.
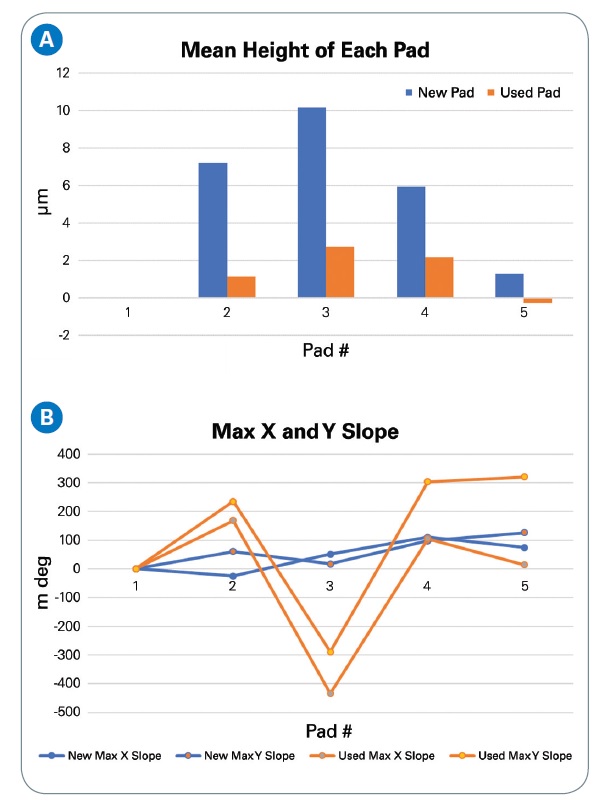
Hình 8. (a) Chiều cao trung bình của tấm so với (b) Góc nghiêng X-Y của tấm mới, tốt so với tấm cũ.
Kết quả mài tấm wafer CMP
Quá trình mài CMP tiếp tục tiến bộ, nhưng vẫn có một số hạn chế, làm cho nó trở thành một trong những bước gây mất hiệu suất cao nhất trong một số quy trình sản xuất bán dẫn. Ngoài việc gây tổn hại vật lý cho tấm wafer có thể xảy ra, một vấn đề chính là phát hiện điểm kết thúc đồng nhất, đặc biệt là trong trường hợp mài mù. Với kỹ thuật này, khó xác định khi nào đã loại bỏ được lượng vật liệu mong muốn hoặc đã đạt được mức độ phẳng mong muốn, điều này có thể dẫn đến "điểm nóng" trên các thiết bị trên tấm wafer. Quá trình CMP cũng phải được giám sát để xem xét sự không đồng đều trong việc mài sụn và xói mòn của chính các thiết bị, cũng như các rào cản cách ly. Điều này cũng có thể được giám sát bằng máy quét quang học WLI của Bruker.
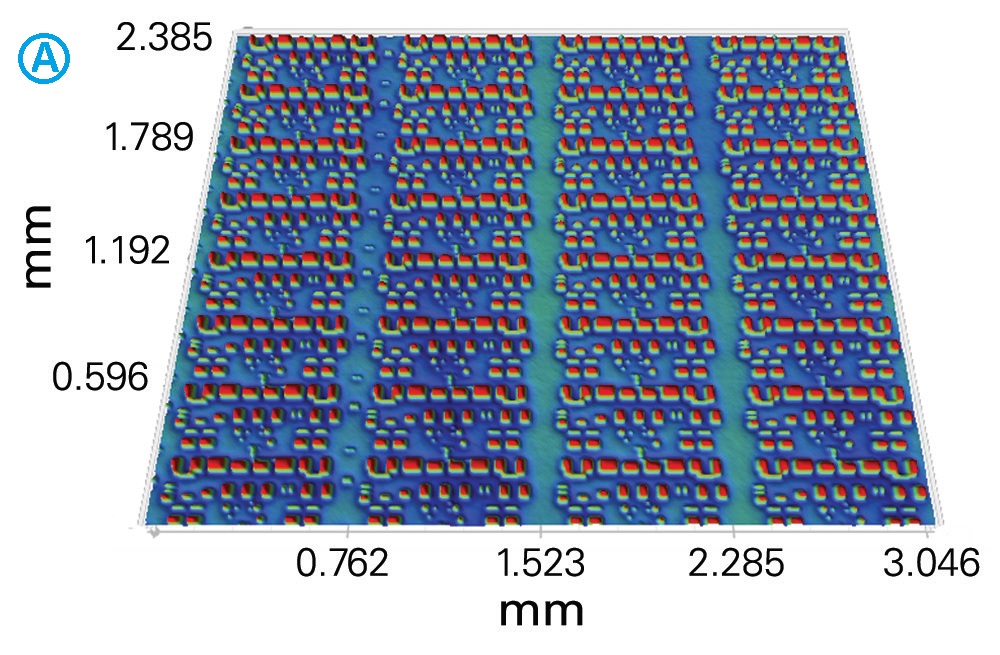
Phần mềm Vision64 trên các hệ thống này có thể trừ đi cả ảnh đơn và ảnh được ghép từ bên trong một wafer hoặc từ wafer này sang wafer khác. Một ảnh tham chiếu hoặc ảnh được ghép được chụp và sau đó trừ đi từ các phép đo tuần tự của các khu vực tương tự. Chức năng trừ này có thể loại bỏ những biến đổi sóng và hình dạng trước ảnh, căn chỉnh ảnh chạy theo từng lần, và áp dụng bộ lọc cần thiết cho ảnh trước và sau khi trừ (xem Hình 9). Điều này rất hữu ích để giám sát sự sai lệch chiều cao từ quá trình mở rộng wafer hoặc các bước mài CMP.
 |
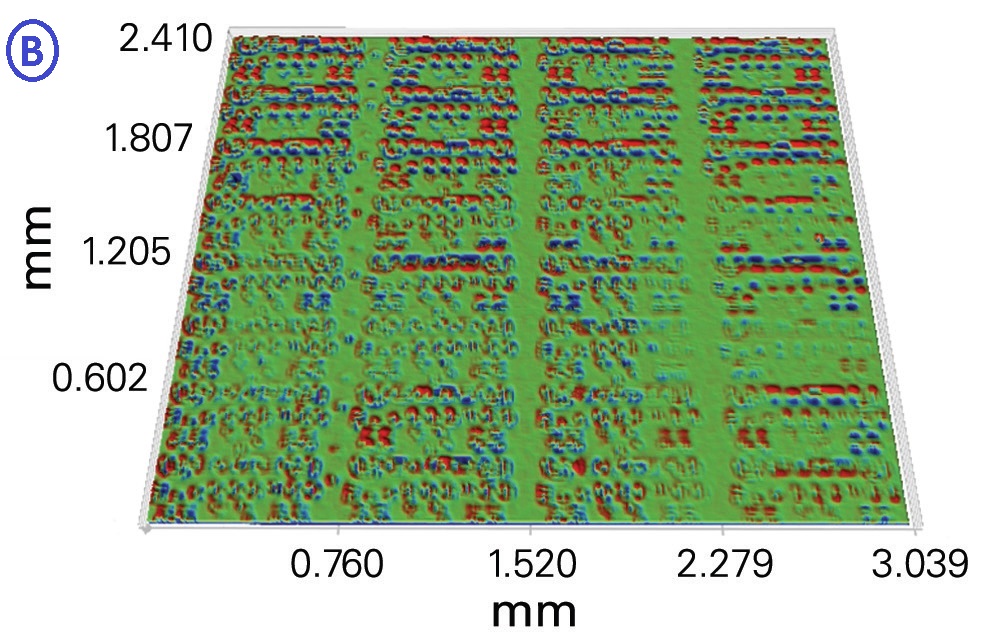 |
Hình 9. (a) Ảnh tham chiếu với tỉ lệ Z-scaled ±70nm, và (b) Ảnh đã trừ với tỉ lệ Z-scaled ±0.8nm.
Độ phẳng của mảnh thiết bị điện tử được yêu cầu cho quá trình gắn die-to-die hoặc wafer-to-die, hoặc với chiplet (dielet) trong gói hỗn hợp để đảm bảo độ dính cấp phân tử chính xác giữa các bề mặt đối diện. Sự khác biệt độ cao trong đỉnh hoặc thung lũng của chỉ số nanômét do đó tạo ra khoảng trống, cũng như vấn đề tiềm năng về kết nối. Tương tự, độ phân giải vi mô theo chiều ngang được yêu cầu để đảm bảo việc thu được các cấu trúc như hộp T và mở.
Chỉ có kỹ thuật WLI mới có thể đáp ứng tất cả các yêu cầu này với sự kết hợp của độ phân giải theo chiều cao angstrom trong khi vẫn duy trì độ phân giải theo chiều ngang vi mô trên diện tích lớn được ghép nối hàng trăm milimét vuông (xem Hình 10).
Hình 10. Vùng quan sát có kích thước 4,6 x 2,5 mm trên wafer đã qua quá trình CMP với cấu trúc nano và mở hộp T.
Trường hợp nghiên cứu: Mài CMP để đánh giá và đánh giá lớp đệm điều kiện sử dụng công cụ WLI của Bruker. Các kỹ sư ứng dụng của Bruker đã cùng với các nhà nghiên cứu học thuật, nhà sản xuất thiết bị CMP lớn, nhà sản xuất wafer bán dẫn, nhà sản xuất lớp đệm điều kiện và nhà sản xuất đệm điều kiện thực hiện một loạt các thí nghiệm nghiên cứu về việc mài mòn lớp đệm điều kiện kim cương trên một công cụ CMP bằng cách so sánh hình ảnh WLI trước và sau quá trình mài mòn kiểm soát kéo dài.
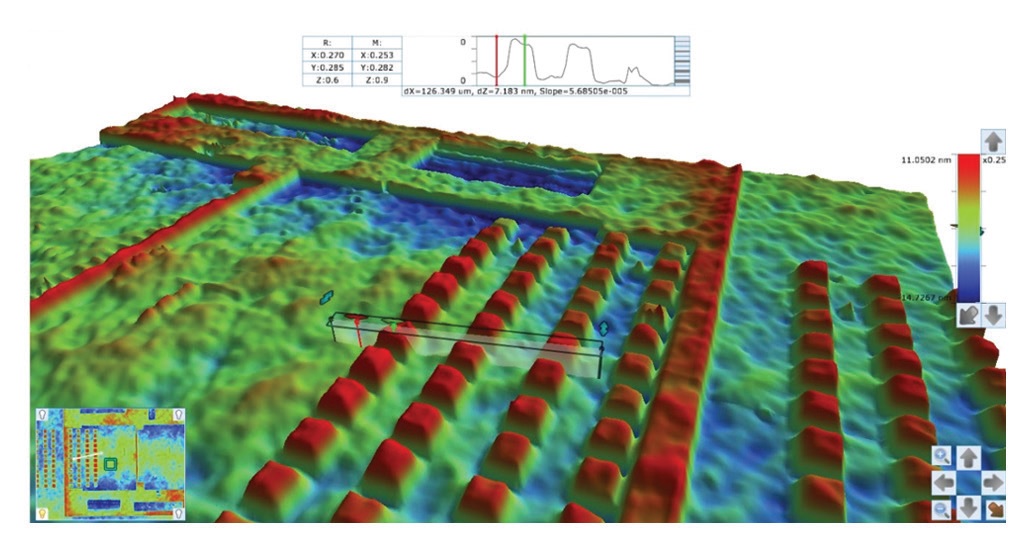
Máy quét WLI của Bruker được sử dụng để đo chiều cao bề mặt, độ phẳng, cong và độ xù của các đặc trưng từ 0,1 nanomet đến vài milimét. Sử dụng nhiều phân tích 2D và 3D của dữ liệu nhiễu xạ WLI, các đỉnh xác định của các cấu trúc kim cương cụ thể đã biết được so sánh trước và sau thử nghiệm mài mòn. Các khu vực hình ảnh có kích thước vừa phải, lên đến 4,3 x 6,5 milimét thông qua quét được ghép nối, cho phép độ phân giải vi mô cao (~3,24 micromet). Sự dịch chuyển trong các đỉnh xác định này sau quá trình thử nghiệm mài mòn cho phép xác định tỷ lệ mài mòn trên lớp đệm điều kiện. Hình 11 cho thấy một phân tích ba chiều của cùng một nhóm kim cương trước và sau quá trình thử nghiệm mài mòn. Phương pháp này sau đó được sử dụng để đánh giá các thiết kế lớp đệm điều kiện mới cho một quá trình mài mòn lớn hơn và kéo dài hơn.
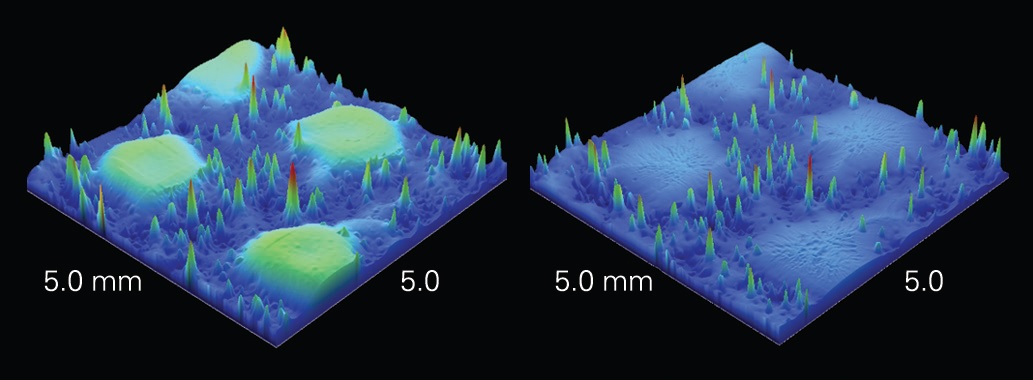
Hình 11. (a) Kim cương trước khi thử nghiệm và (b) cùng một kim cương sau thử nghiệm mài mòn.
Sự mài mòn của kim cương được đo trên một công cụ điều kiện bằng cách so sánh số học của các hình ảnh nhiễu xạ được chụp trong các khu vực chồng chéo trước và sau quá trình mài mòn kéo dài. Một thuật toán khớp tìm ra khu vực chung lớn nhất được chia sẻ bởi hai hình ảnh và chỉnh lại hình ảnh cuối cùng để tạo ra sự phù hợp tốt nhất với hình ảnh ban đầu trong mạch kim loại. Kết quả có thể sử dụng phụ thuộc vào sự tồn tại của một khu vực trong lớp đệm điều kiện, một phần của mạch kim loại, nằm trong phạm vi tiêu cự của nhiễu xạ kế và xa đủ từ bề mặt lớp đệm mài mòn ít hoặc không bị mài mòn.
Bằng cách đặc trưng hóa hình ảnh bằng các hàm mật độ xác suất độ cao bề mặt, các đỉnh trong phân phối độ cao được xác định tương ứng với các kim cương đơn lẻ hoặc nhóm kim cương. Sự dịch chuyển trong các đỉnh sau quá trình thử nghiệm mài mòn sau đó cung cấp ước tính tỷ lệ mài mòn trung bình. Tốc độ mài mòn rất nhỏ, trung bình là 5 x 10-4 micromet mỗi phút trong 710 phút. Việc phát hiện mài mòn ở mức này là do độ phân giải cao và diện tích mẫu lớn của máy quét WLI.
Nói chung, các kim cương cao hơn được phát hiện mài mòn nhanh hơn các kim cương ngắn hơn, và các kim cương ở rìa ngoài của công cụ mài mòn mài mòn nhanh hơn so với những viên kim cương ở trung tâm. Cũng đã chỉ ra rằng mài mòn vi mô này tương quan với sự suy giảm dần của tốc độ cắt lớp đệm. Bất kỳ lúc nào trong vòng đời của lớp đệm điều kiện, mỗi kim cương tạo ra một rãnh trên bề mặt lớp đệm nên tạo ra cả quá trình cắt, trong đó vật liệu được gỡ bỏ từ rãnh, và quá trình cày, trong đó vật liệu bị đẩy sang một bên. Lý thuyết rằng sự suy giảm tốc độ cắt liên quan đến sự gia tăng tỷ lệ vật liệu lớp đệm được cày chứ không phải được cắt khi các đỉnh và cạnh nhọn trên các kim cương tiếp xúc bị mài mòn. Từ thông tin này, các nhà nghiên cứu kết luận rằng sự suy giảm tốc độ cắt với tuổi đệm điều kiện là do sự gia tăng của quá trình cày và sự giảm của quá trình cắt khi các đỉnh và cạnh nhọn tiếp xúc của kim cương bị mài mòn.
Các nghiên cứu sau này sử dụng nhiều yếu tố đã được mô tả ở trên để đặc trưng cho mài mòn kéo dài cho các thiết kế đệm điều kiện kim cương đổi mới, với mục tiêu phát triển một đệm điều kiện có khả năng chống ăn mòn và mài mòn bằng cách duy trì quá trình mài mòn lớp đệm CMP chính xác hơn. Các nhà nghiên cứu sử dụng máy quét quang học WLI của Bruker để kiểm tra bề mặt đệm điều kiện kim cương trước và sau quá trình mài mòn kéo dài. Kết quả từ nghiên cứu này cho thấy rằng việc sử dụng đệm điều kiện kim cương mới đã cải thiện đáng kể khả năng chống mài mòn của lớp đệm, với tốc độ mài mòn giảm gần một nửa so với đệm điều kiện truyền thống.
Tóm lại, công nghệ quét bề mặt WLI đã chứng minh được sự hữu ích trong việc đánh giá và phân tích mài mòn và độ phẳng của các lớp đệm điều kiện kim cương trong quá trình CMP. Nó cung cấp khả năng đo chi tiết về độ cao, độ phẳng và các đặc trưng vi mô khác của bề mặt, cho phép phân tích chính xác và đánh giá hiệu suất của các thiết kế đệm điều kiện khác nhau và các quá trình mài mòn khác nhau.
References
1. Wyant, JC, Computerized interferometric measurement of surface microstructure, Proc. SPIE 2576, pp. 26-37 (1995).
2. Novak E, White-light Optical Profiler with Integrated Primary Standard, XVII IMEKO World Congress (2003).
3. Gray, CD et al., “Viewing Asperity Behavior Under the Wafer during CMP,” Electrochem. and Solid-State Ltrs., Vol. 8, No. 5, pp. 1–3 (2005).
4. Stein, D. et al., “Optical Interferometry for Surface Measurements of CMP Pads,” Journal of Electronic Materials, Vol. 25, No. 10, pp. 1623–27 (1996).
5. Dyer, T., and J. Schlueter, “Characterizing CMP Pad Conditioning Using Diamond Abrasives,” Micro, Vol. 20, pp. 47–54 (2002).
6. Oliver, MR, et al., “CMP Pad Surface Roughness and CMP Removal Rate,” Chemical Mechanical Planarization IV, Vol. 2000–26, pp. 77–83 (2001).
7. Kincal, S., “Impact of Polish Pad Imperfections on Chemical Mechanical Polishing Defects,” J. Electrochem. Soc., Vol. 153, No. 8, pp. G742–G745 (2006).
8. Borucki, L., et al., “Measurement of Diamond Conditioner Microwear,” Proc. of 22nd VLSI Multilevel Interconnection Conference (VMIC), pp. 441–45 (2005).
9. Borucki, L., et al., “Diamond Conditioner Wear Characterization for a Copper CMP Process,” Proc. of PacRim—CMP 2005 the 2nd International Conference on Planarization CMP and its Application Technology, pp. 147–52 (2005).
Authors
Roger Posusta, Senior Marketing Application Specialist, Bruker (roger.posusta@bruker.com)
Samuel Lesko, Senior Manager for Optical & Tribology, Bruker (samuel.lesko@bruker.com)