SEM Application Data Sheet (SHEET No.257)
Tác giả: Saori Miyoshi, Hitachi High-Tech
Tổng quan về phương pháp chuẩn bị mẫu
Để phân tích cấu trúc vi mô của mẫu kim loại bằng kính hiển vi điện tử quét (SEM), việc kết hợp giữa mài bóng cơ học với mài bằng ion Ar là một phương pháp chuẩn bị mẫu mang lại hiệu quả cao. Do mẫu thử thường được cắt gọt thành một mảnh nhỏ và chỉ giữ lại vùng cần quan sát nên chúng thường có hình học không đều. Vì vậy, mảnh nhỏ này thông thường sẽ được đúc trong nhựa resin để tạo điều kiện thuận lợi cho quá trình mài bóng cơ học diễn ra ổn định.
Tuy nhiên, thời gian gần đây, nhu cầu mài bóng cơ học trực tiếp mà không cần qua các bước cắt gọt hay đúc nhựa resin ngày càng tăng nhằm nâng cao hiệu suất phân tích và đơn giản hóa quy trình phân tích trên hệ thống SEM. Báo cáo này trình bày kết quả quan sát SEM mặt cắt ngang của các mẫu vùng hàn bằng thép không gỉ. Các mẫu này được mài bóng cơ học bằng thiết bị IS-POLISHER ISPP-1000 (Ikegami Seiki Co., Ltd.) mà không trải qua quy trình đúc nhựa resin, sau đó tiếp tục được làm phẳng bề mặt bằng thiết bị ArBlade5000.
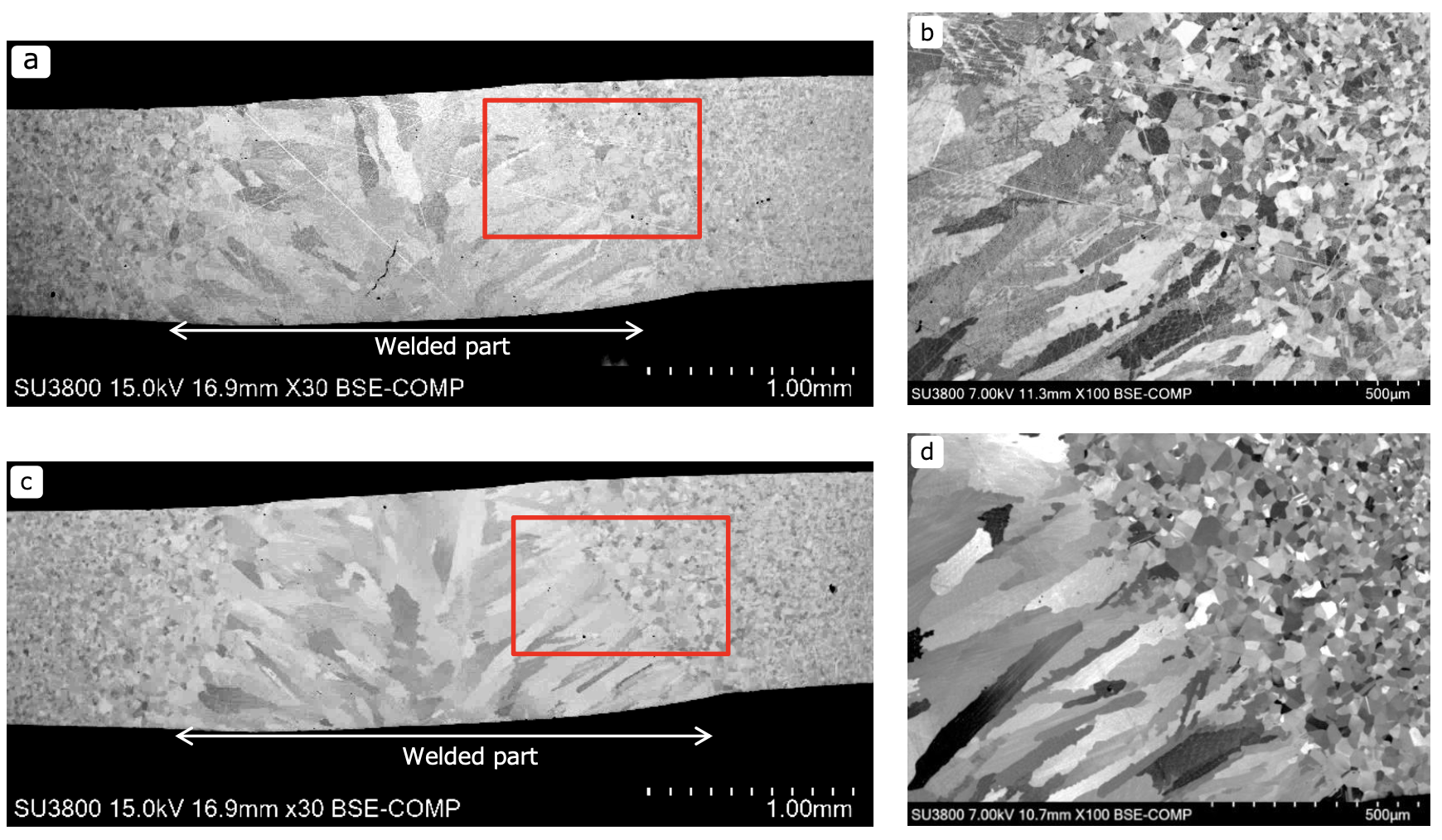
Hình 1. Hình ảnh SEM mặt cắt ngang của cấu trúc kim loại mối hàn
(Bề mặt mài bóng cơ học: a và b, và Bề mặt được mài bổ sung bằng chùm ion: c và d )
Điều kiện thử nghiệm và Thông số thiết bị
- Mẫu thử: Mặt cắt ngang của ống thép không gỉ được hàn (kích thước: 46 mm, chiều dài: 30 mm).
- Thiết bị mài ion: ArBlade5000.
- Điện áp gia tốc mài ion: 8.0 kV.
- Điện áp phóng điện: 2.0 kV.
- Chế độ mài: F4 (±60° Dao động).
- Thời gian mài: 40 min.
- Góc tới của chùm tia: 80°.
- Thiết bị SEM: SU3800.
- Điện áp gia tốc SEM: 15.0 kV (Ảnh SEM phóng đại: 7.0 kV).
- Tín hiệu thu nhận: BSE (Điện tử tán xạ ngược).
Phân tích hình ảnh SEM mặt cắt ngang (Hình 1)
Hình 1 hiển thị các ảnh điện tử tán xạ ngược (BSE) của các mặt cắt ngang mẫu. Phân tích chi tiết các bề mặt như sau:
- Bề mặt mài bóng cơ học (Hình a và b): Trong bức ảnh ở độ phóng đại thấp sau khi mài bóng cơ học (a), cấu trúc tinh thể được quan sát thấy rất rõ ràng mà không cần lo ngại về hiệu ứng tích điện gây ra bởi lớp nhựa resin xung quanh. Trong bức ảnh ở độ phóng đại cao (b) – được phóng to từ vùng đóng khung đỏ trong ảnh (a) – các biến đổi trong cấu trúc tinh thể gần vùng hàn hiện lên rất rõ nét; tuy nhiên, các vết xước mịn (nhiều khả năng là hệ quả từ quá trình mài bóng cơ học) vẫn có thể nhìn thấy được.
- Bề mặt được mài bổ sung bằng chùm ion (Hình c và d): Sau khi tiến hành làm phẳng bằng chùm ion tiếp nối bước mài bóng cơ học ở hình (c) và (d), các vết xước cũng như tạp chất nhiễm bẩn trên bề mặt đã bị loại bỏ hoàn toàn, giúp độ tương phản và độ rõ nét của cấu trúc tinh thể được cải thiện rõ rệt. Thêm vào đó, hình (d) cũng biểu thị rất rõ ràng vùng ranh giới bề mặt của khu vực được cho là đã nóng chảy trong quá trình hàn.
Kết luận
Kết quả cho thấy phương pháp chuẩn bị mẫu mặt cắt ngang kết hợp sử dụng thiết bị ISPP-1000 và ArBlade5000 cho phép lược bỏ quy trình đúc nhựa resin. Do đó, các biện pháp xử lý hiện tượng tích điện xảy ra trên nhựa resin trong quá trình quan sát SEM trở nên không cần thiết; đồng thời, hiệu suất được nâng cao cũng như quy trình phân tích được đơn giản hóa một cách rõ rệt so với các phương pháp truyền thống.
Cấu hình thiết bị đề xuất
| Cấu hình đề xuất | Ghi chú |
|---|---|
| ArBlade5000 | Máy mài mẫu ion |
| SU3800 | Kính hiển vi điện tử quét |
| ISPP-1000 | Hệ thống chuẩn bị mẫu chính xác IS-POLISHER, Ikegami Seiki Co., Ltd. |
Từ khóa: Kim loại / Mài phẳng bằng chùm ion / Mài bóng cơ học bề mặt / ArBlade5000
