Giới thiệu
Các thiết bị phân tích đã được phát triển trong vài thập kỉ qua có thể quan sát và thu được các thông tin chi tiết của các vật liệu (ở mức nano). Để đạt được điều này, chất lượng mẫu cũng rất quan trọng để có thể đạt được hình ảnh chất lượng cao và kết quả đáng tin cậy. Một nghiên cứu chỉ ra rằng quá trình chuẩn bị mẫu cụ thể là đúc mẫu mặt cắt dệt may đã nhuộm rất quan trọng. Thông thường, các mẫu mảnh nhỏ từ các bức tranh hoặc các vật đã được sơn sẽ được đúc như dạng khối trong nhựa epoxy. Điều này giúp ổn định các mẫu yếu, dễ và cho phép dễ dàng cầm tay. Những khối đúc này sau đó được đánh bóng hoăc cắt bởi một máy cắt để mà có thể quan sát được các lớp của mẫu. Một thách thức đặt ra là rất khó để đạt được một lớp bề mặt vô cùng mỏng và mịn khi sử dụng phương pháp mài tay. Khi bề mặt có cấu trúc hiển vi mà gồ ghề, nó có thể làm ảnh hưởng chất lượng phân tích khi tiến hành các phép đo quét bản đồ bằng thiết bi đo quang phổ.
Để nghiên cứu các mẫu dệt may đã được nhuộm, phương pháp đánh bóng mặt cắt đã được sử dụng, tuy nhiên đối với các loại mẫu này thường có thách thức đó là độ cứng khác nhau của vải, của chất bột màu và nhựa. Bởi vì bề mặt của vải dệt tương đối mềm thêm vào đó là việc sử dụng máy mài hoặc cắt sẽ rất dễ gây hỏng mẫu. Điều đó có nghĩa là mẫu có thể được bảo vệ tốt hơn cho việc phân tích dưới kính hiển vi bằng cách để lại 1 lớp nhựa để bảo vệ mẫu, nhưng điều này gây ảnh hưởng đến chất lượng của các phép đo phân tích như FTIR và phổ huỳnh quang Raman.
Prati và các cộng sự đã khảo sát các phương pháp nhúng tẩm mẫu nghiên cứu cho các phép đo quang phổ hồng ngoại biến đổi Fourier cùng với kỹ thuật phản xạ toàn phần biến đổi. Từ những nghiên cứu này, họ đã chỉ ra rằng có ba cách tốt nhất để đạt được mục đích phân tích mẫu bằng các phép đo trên, đó là nhúng mẫu trong dung dịch KBr, xử lý bằng cyclododecane trước khi đúc epoxy và sử dụng dánh bóng bằng chùm tia ion argon. Cả ba phương pháp này đều hạn chế được chất bẩn trong môi trường nhúng và đạt được tiếp xúc tốt với tinh thể phản xạ toàn phần suy giảm (ATR). Việc đánh bóng bằng chùm tia ion để tạo ra các mẫu mặt cắt chất lượng cao được Boon và Asahina thực hiện vào năm 2006, họ đã đưa ra các hinh ảnh SEM của mẫu được cải thiện một cách đnág kể. Weiszburg và các cộng sự đã báo cáo việc sử dụng thành công chùm ion hội tụ để đánh bóng mặt cắt và phân tích sợi bạc mạ vàng. Tuy nhiên, kĩ thuật này chưa được báo cáo cho việc áp dụng đối vơi mẫu dệt may.
Việc áp dụng thành công phương pháp đánh bóng mặt cắt bằng chùm tia ion đối với mẫu dệt may sẽ không gây ra hư hỏng đối với các lớp sơn hoặc cấu trúc các lớp, tao ra các kết quả chất lượng cao khi phân tích SEM-EDX, đồng thời tạo ra các mẫu chất lượng cao cho phân tích FTIR và bản đồ Raman
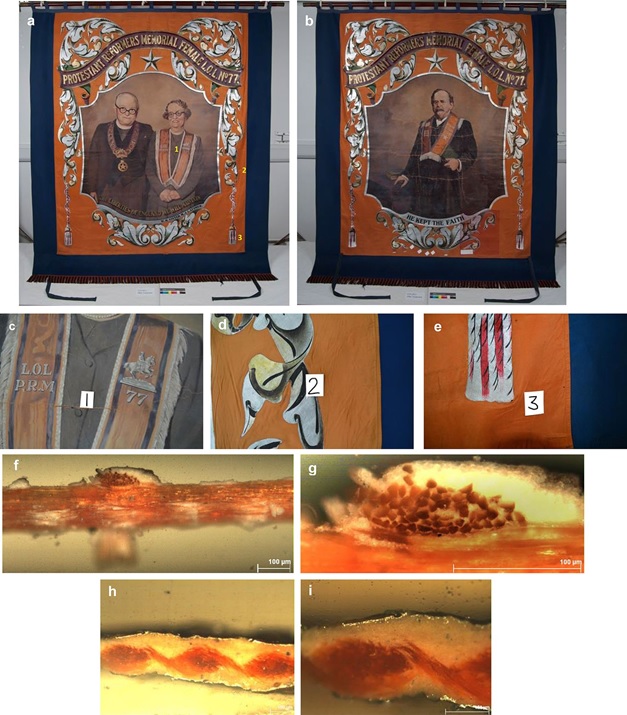
Hình. 1 a Phía trước Banner ; b Phía sau banner ; c mẫu 1 vị trí; d mẫu 2 vị trí; e mẫu 3 vị trí; f mẫu1 chụp trên kính hiển vi quang học trường tối ×50 mag; g mẫu1 chụp trên kính hiển vi quang học trường tối ×100 mag; h mẫu 2 chụp trên kính hiển vi quang học trường tối ×50 mag; i mẫu 2 chụp trên kính hiển vi quang học trường tối ×50 mag
Thí nghiệm
Banner được dùng trong nghiên cứu này thuộc bộ sưu tập của Karen Finch tại trung tâm bảo tồn dệt may và lịch sử nghệ thuật kĩ thuật, đại học Glasgow. Mẫu được lấy từ phần đã bị hư hỏng trước đó hoặc là mẫu đã được sử dụng. Hình 1 là hình ảnh phía trước và phía sau của banner và vị trí phân tích của mẫu.
Mẫu mặt cắt được đúc nhựa epoxy (Technovit 2000LC, Kulzar) đựng trong khuôn silicon và được xử lí trong thiết bị đóng rắn UV (Technology Cu, Heraeus) khoảng 30 phút. Cuối cùng là quá trình đánh bóng cơ học được tiến hành với giấy mài 12,000-mesh Micro-Mesh®. Có tất cả 5 mẫu đã sử dụng phương pháp đánh bóng bằng thiết bị đánh bóng bằng chùm tia ion Hitachi IM4000Plus.
Các điều kiện được dùng khi đánh bóng mẫu bằng chùm tia ion đã được chọn như bên dưới:
• Chế độ đánh bóng mặt phẳng: đế mẫu xoay và chùm tia gián đoạn, ngắt quãng.
• Chùm tia chiếu cho 1 vòng quay (25 rpm tức là 2.4 s).
• Chùm tia tắt khoảng 27.6 s (30 s cho cả thời gian chùm tia chiếu và tắt) tổng thời gian của quá trình là 99 phút (thời gian chùm tia chiếu vào mẫu là 475 s).
• Năng lượng chùm tia 4 keV, Dòng chùm tia ~ 135 µA, và góc chiếu chùm tia khoảng 60°
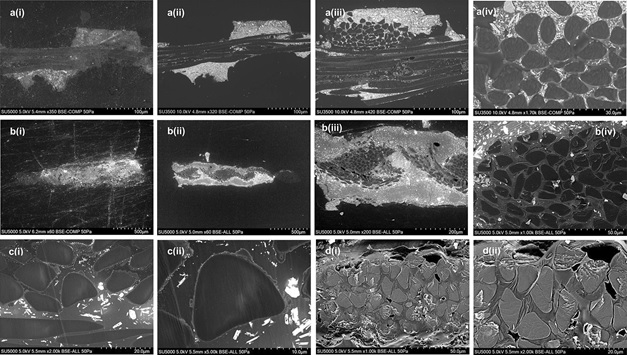
Hình 2 a Mẫu 1 vị trí mặt cắt 1 a(i) Đánh bóng cơ học với Micromesh độ phóng đại ×350 a(ii) đánh bóng bằng chùm tia ion độ phóng đại ×320; a(iii) đánh bóng bằng chùm tia ion độ phóng đại ×420; a(iv) đánh bóng bằng chùm tia ion độ phóng đại ×1700. b Mẫu 2 vị trí 5 trên mặt cắt b(i) Đánh bóng cơ học với Micromesh độ phóng đại ×60; b(ii) đánh bóng bằng chùm tia ion độ phóng đại×60; b(iii) đánh bóng bằng chùm tia ion độ phóng đại ×200; b(iv) đánh bóng bằng chùm tia ion độ phóng đại ×1000. c Mẫu 3 vị trí 3 c(i) đánh bóng bằng chùm tia ion độ phóng đại ×2000; c(ii) đánh bóng bằng chùm tia ion độ phóng đại ×5000. d(i) đánh bóng bằng chùm tia ion độ phóng đại ×1000; d(ii) đánh bóng bằng chùm tia ion độ phóng đại 2000
Mẫu được giữ giữa hai lớp epoxy và sau đó được đánh bóng bằng chùm tia ion theo các điều kiện như bên dưới:
• Chức năng làm lạnh đối với mẫu dệt may trong quá trình đánh bóng bằng chùm tia ion là điều cần thiết để chống lại mẫu bị cháy. Mẫu được làm lạnh trước với đế giữ mẫu trong vòng 1h để tăng cường khả năng truyền mát.
• Thế gia tốc: 4 keV góc nghiêng dao động ± 30°.
• Thời gian đánh bóng 4 h.
• Nhiệt độ đánh bóng − 60 °C.
Mẫu được đặt trong máy IM4000 Plus trang bị thêm chất lỏng lạnh Nito (N2). Thiết bị được cài đặt tới − 60 °C và khi đạt tới nhiệt độ mong muốn, quá trình đánh bóng sẽ được bắt đầu và duy trì ở nhiệt độ − 60 °C cùng với chất lỏng N2. Chất lỏng nito sẽ được đổ đầy lại để đảm bảo rằng luôn có đủ chất lỏng N2 trong suốt quá trình.
Mẫu sẽ được kiểm tra dưới kính kính hiển vi quang học Olympus BX41 và phần mềm phân tích hình ảnh Olympus Stream Start 1.8. SEM được thực hiện trên thiết bị FE- SEM SU5000. Điều kiện quan sát ở chế độ điện tử tán xạ ngược, V = 5 kV; spot: 30; chân không = 50 Pa.
Nhận xét
Chất lượng hình ảnh đã được cải thiện rõ rệt và có thể phân biệt rõ ràng khi quan sát trong SEM. Mẫu 1 và 2 từ mảnh banner đã được quan sát trong SEM trước và sau khi đánh bóng bằng chùm tia ion hình ảnh 2a(i) và (ii), b(i) và (ii).
Đối với mẫu dệt may trong quá trình đánh bóng bằng chùm tia ion vẫn có thể xuất hiện những hư hỏng, bởi vậy người ta thường sử dụng thêm chức năng làm lạnh trong quá trình đánh bóng. Các chế độ đánh bóng khác nhau sẽ có một mức nhiệt khác nhau gây ảnh hưởng tới mẫu như co ngót mẫu, hình thành các vết phồng rộp và các lỗ rỗ, các đứt gẫy khi kiểm tra trong kính hiển vi quang học.
Từ các hình ảnh SEM đã chỉ ra rằng, Đối với các khu vực dã được nhuộm màu (mẫu vị trí 2, 3), một lớp kích thước đã ngăn chặn sự xâm nhập của các chất vô cơ như chì trắng đi vào mẫu dệt hình 2b(iv), c(i), (ii). Tuy nhiên, khi ở vị trí mà sử dụng bột màu, các lớp vô cơ sẽ trộn lẫn với vải dệt (2a(iv).
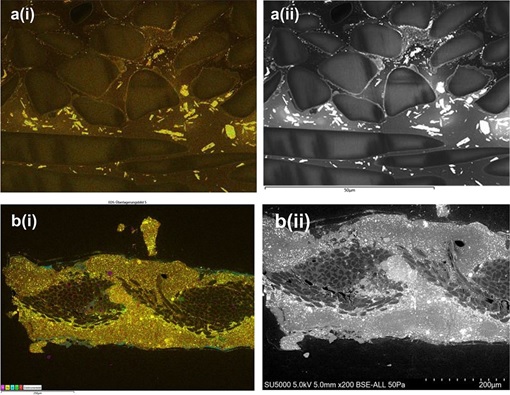
Hình 3 đưa ra các hình ảnh SEM cùng với các phân tích (vị trí 2 và 3) thành phần SEM-EDS. Các hình ảnh SEM sau khi mẫu được đánh bóng bằng chùm tia ion cung cấp rõ nét vị trí chất chì mầu trắng xuất hiện .
Kết luận
Độ chi tiết của các lớp mẫu không đồng nhất đã được thể hiện rõ nét ở mặt cắt của mẫu sau khi sử dụng chế độ đánh bóng bằng chùm tia ion. Tiết lộ các thông tin về tương tác vật liệu, điều mà chưa từng được thể hiện trong các nghiên cứu về mẫu dêt may được nhuộm trước đó.
Hình 3. Phân tích SEM-EDX. a Mẫu 3 vị trí 3 mẫu đã đánh bóng bằng chùm tia ion a(i) sự xuất hiện của nguyên tố chì được chỉ ra trong vùng mầu vàng và a(ii) là để so sánh vị tri của mẫu có các nguyên tố vô cơ xuất hiện. b Mẫu 2 vị trí 2 mặt cắt b(i) ) sự xuất hiện của nguyên tố chì được chỉ ra trong vùng mầu vàng và b(ii) là để so sánh vị tri của mẫu có các nguyên tố vô cơ xuất hiện
*****************************************************************
Để được tư vấn và biết thêm thông tin chi tiết, xin vui lòng liên hệ:
Công ty TNHH Sao Đỏ Việt Nam
Email: info@redstarvietnam.com / thuy.le@redstarvietnam.com
URL: www.redstarvietnam.com